Регулировка зазоров в механизме привода клапанов

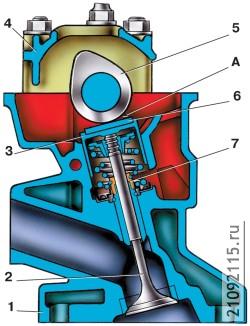
Рис. 2.52. Механизм привода клапанов: 1 – головка цилиндров; 2 – клапан; 3 – толкатель; 4 – корпус подшипников распределительного вала; 5 – распределительный вал; 6 – регулировочная шайба; 7 – маслооражательный колпачок; А – зазор между кулачком и регулировочной шайбой
Зазор А (см. рис. 2.52) между кулачками распределительного вала и регулировочными шайбами на холодном двигателе должен быть (0,2±0,05) мм для впускных клапанов и (0,35±0,05) мм — для выпускных. Зазор регулируется подбором толщины регулировочных шайб 6.
В запасные части поставляются регулировочные шайбы толщиной от 3 до 4,5 мм с интервалом через каждые 0,05 мм. Толщина шайбы маркируется на ее поверхности.
Зазор регулируйте в следующем порядке:
— снимите крышку головки цилиндров и переднюю защитную крышку зубчатого ремня;
— выверните свечи зажигания ключом 67.7812.9515 и удалите масло из верхней части головки цилиндров;
— осмотрите поверхность кулачков распределительного вала: на них не должно быть задиров, раковин, износа и глубоких рисок;
— установите на шпильки крепления крышки головки цилиндров приспособление 67.7800.9503 для утапливания толкателей клапанов;
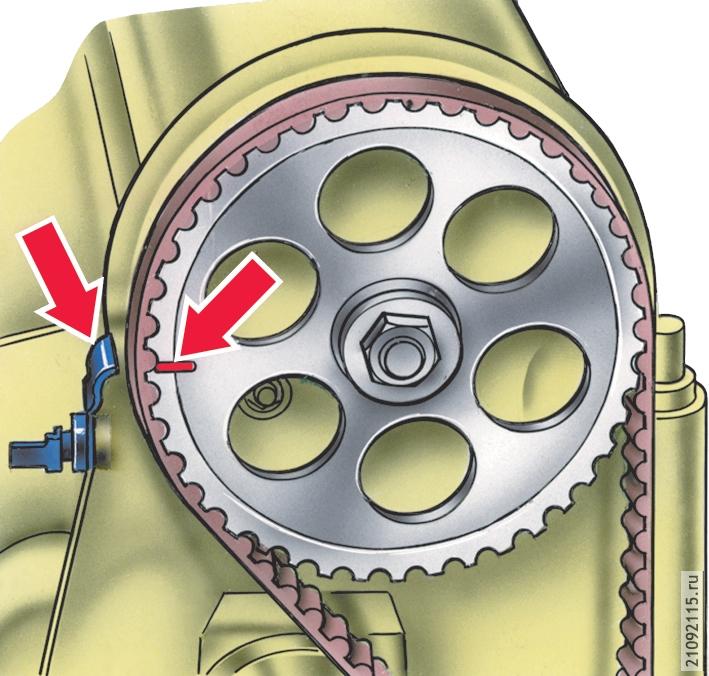
Рис. 2.29. Проверка совпадения установочных меток на шкиве распределительного вала и задней защитной крышке
— поверните коленчатый вал до совмещения установочных меток на шкиве и задней крышке зубчатого ремня (см. рис. 2.29), а затем доверните его еще на 40–50° (2,5–3 зуба на шкиве распределительного вала). При этом в первом цилиндре будет фаза сгорания;
— проверьте набором щупов зазоры у 1-го и 3-го кулачков распределительного вала;
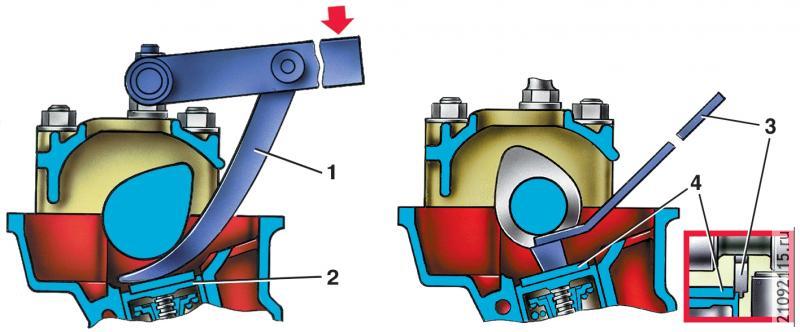
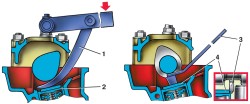
Рис. 2.53. Утапливание (а) и фиксирование (б) толкателей клапанов при замене регулировочной шайбы: 1 – приспособление 67.7800.9503; 2 – толкатель; 3 – фиксатор 67.7800.9504; 4 – регулировочная шайба
— если зазор отличается от нормы, то приспособлением 67.7800.9503 (рис. 2.53, а) утопите толкатель и зафиксируйте его в нижнем положении, установив между краем толкателя и распределительным валом фиксатор 67.7800.9504 (рис. 2.53, б);
— приспособлением 67.7800.9505 удалите регулировочную шайбу и микрометром измерьте ее толщину;
ПРЕДУПРЕЖДЕНИЕ
Поворачивать коленчатый вал следует только по часовой стрелке или за болт крепления шкива привода генератора, или за шкив распределительного вала с помощью приспособления 67.7811.9509.
Нельзя поворачивать коленчатый вал за болт крепления шкива распределительного вала, так как при этом можно повредить болт.
— определите толщину новой шайбы по формуле:
Н = В + (А – С),
где
А — замеренный зазор, мм;
В — толщина снятой шайбы, мм;
С — номинальный зазор, мм;
Н — толщина новой шайбы, мм.
Н = 3,75 + (0,26 – 0,2) = 3,81 мм.
В пределах допуска на зазор ±0,05 мм принимаем толщину новой шайбы равную 3,8 мм.
— установите в толкатель клапана новую регулировочную шайбу, маркировкой в сторону толкателя, уберите фиксатор 67.7800.9504 и еще раз проверьте зазор. Если он отрегулирован верно, то щуп толщиной 0,2 или 0,35 мм должен входить с легким защемлением;
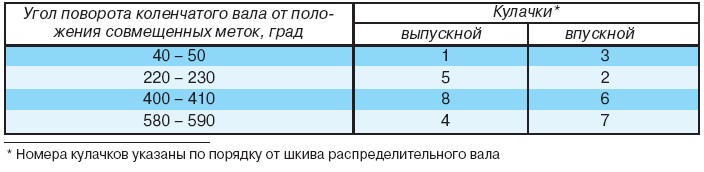
— последовательно поворачивая коленчатый вал на пол-оборота, что соответствует повороту метки на шкиве распределительного вала на 90°, отрегулируйте зазоры у остальных клапанов, соблюдая очередность, указанную в таблице 2.1;
Таблица 2.1. Порядок регулировки зазоров в механизме привода клапанов
— залейте масло в верхнюю часть головки цилиндров, установите крышку головки цилиндров и переднюю крышку зубчатого ремня.